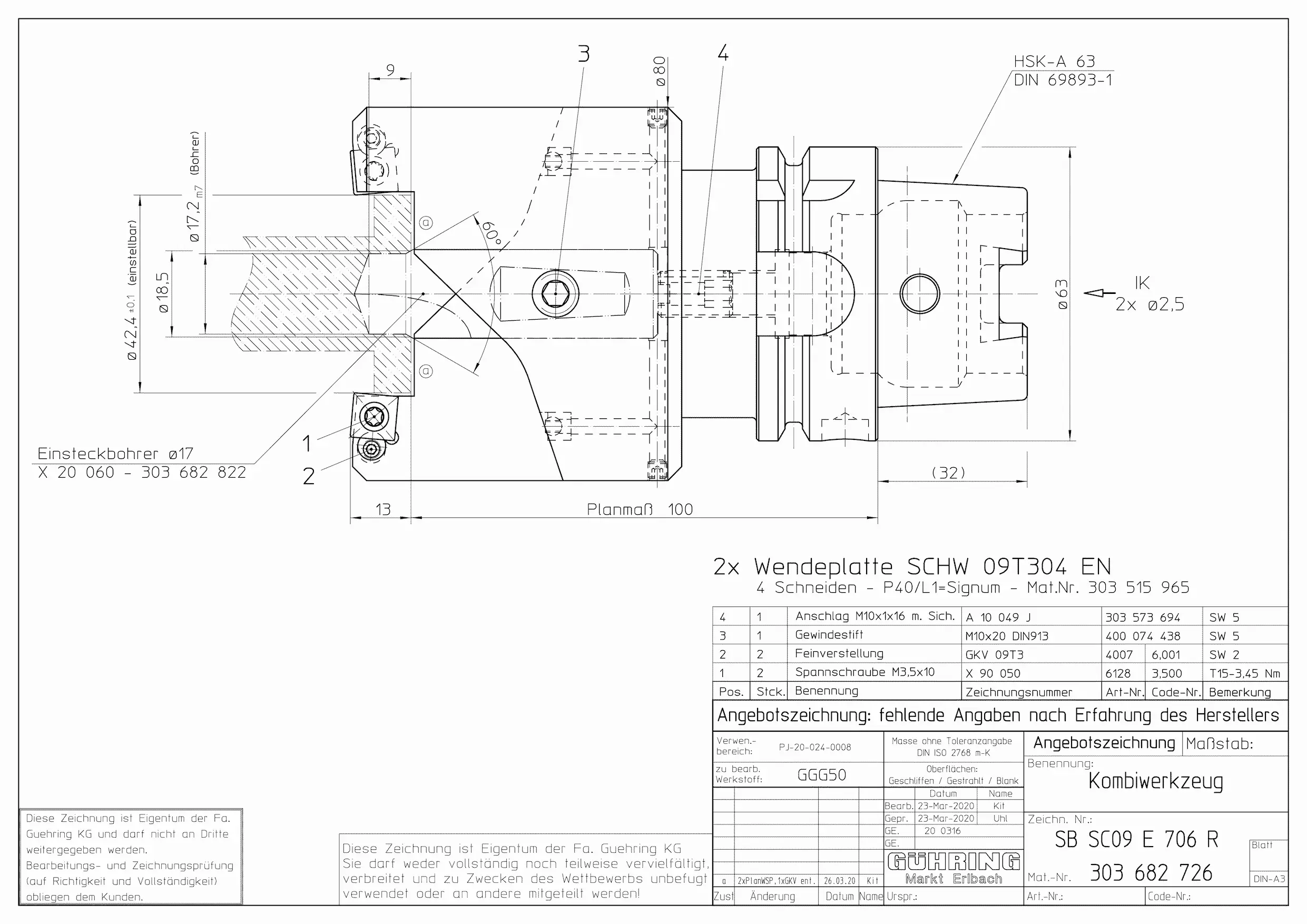
凸轮轴套车刀 发表于 2020-03-28 更新于 2023-12-18 分类于 工作 阅读次数: 概括 技术开发 邓书川 要求: 附件红色标注加工内容需新制复合刀杆,红色标注内孔尺寸为铰孔尺寸, 复合刀杆加工内容为外圆套车Φ42.5±0.1、内孔钻孔粗加工Φ17.2(现有钻头尺寸) 提供的资料 说明: 现在量产的刀是没有加工中心孔的,因为现在的节拍问题所以做改善。 此套车刀只做粗加工,精加工还有一把刀。为什么不在同一把刀上分粗精加工一次完成?因为此零件该加工部位断续加工,还属于强断续。外圆的粗糙度要求是R$_Z$12.5,容易震刀,比较难保证。 报价:钴领设计的图纸: